
13506291908
0513-83213956
13506291908
0513-83213956

联系人:顾先生
电话:13506291908
邮 箱:glf@zgsjkj.com
网址:www.zgsjkj.com
地 址:启东市城北工业园区发展路2号
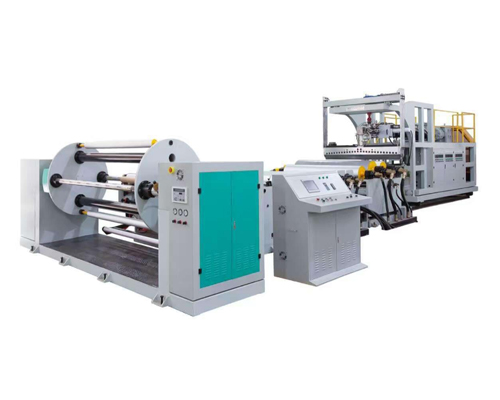
流延薄膜的生产设备包括挤出机、机头、气刀、冷却辊、电晕处理辊、牵引辊、卷取装置、切边及回收系统。压缩空气将湖北专注拉伸膜流延薄膜吹向冷却流延辊表面并贴紧冷却辊,可增加冷却成效。再通过两个冷辊将薄膜两面进一步冷却。流延薄膜的冷却较,所以湖北专注拉伸膜生产速度比吹塑法比较高,可达60~100m/min以上,为吹塑薄膜生产速度的3~4倍。流延薄膜的生产设备主要包括挤出机、机头、气刀、冷却辊、电晕处理辊、牵引辊、卷取装置、切边及回收系统。流延薄膜一般选用单螺杆挤出机。

在流延条件不变的情况下, 密度或熔融指数越高, 缩幅越大。关于流延条件, 气隙大, 模唇宽, 引出速度快,熔膜温度高, 则湖北拉伸膜批发缩幅就越大。而对流延设备自身控制缩幅的部件即定边装置。定边装置常见的有湖北拉伸膜批发高压空气定边和高压放电定边两种。高压空气定边适用于车速比较低或生产相对较厚的薄膜情况; 高压电子定边适用于稳定对薄膜厚度均匀控制比较重要, 一般是生产相对模唇宽度较宽的产品, 定边是否稳定会很显眼地影响产品两端厚度均匀性。在产品两端厚度均匀性控制的源头就是控制缩幅稳定而且程度较小。

产生制品缺陷的原因是错综复杂的,有可能是多因素综合作用结果,在处理制湖北专注拉伸膜品质量缺陷过程中,凡因多因素的原因所产生的缺陷如不能同时都改变其生产条件,应不变的几种因素,改变一种因素,进行湖北拉伸膜批发逐项排查,同时在加以综合分析和考查,直至处理好制品的质量缺陷。生产的流延膜中试产品(记作MPE-1),茂金属催化剂生产的同类中试产品(记作MPE-2) ,茂金属流延膜产品(记作MPE- 3 )的基本物性、微观结构、加工性能等,为茂金属催化剂的研发和茂金属聚乙烯流延膜产品的开发提供参考。

一般情况下,流延膜均指聚烯烃流延膜,具体有分为流延聚丙烯薄膜(CPP)和流延聚乙烯薄膜(CPE)等。CPP是以熔体流动速率湖北拉伸膜批发为5-12的共聚或均聚PP为原料制造,其特点是透明度高,平整度好、刚性好、防潮,耐油,耐较高温度,滑爽性好,这些特点决定了它普遍用于耐蒸煮复合袋的内层湖北拉伸膜批发基材及真空镀铝薄膜基材。CPE是以熔体指数为2左右的PE为原料生产,其特点是柔软、平整度高、防潮性好、透明度较好,热封性能良好,普遍用于制作复合膜内层基材等。就聚烯烃流延膜生产中的一些常见产品质量问题和生产操作问题做一些简单分析和探讨,并提出相应的解决措施。

而薄膜厚薄均匀度控制在设备成因则包含如下几个环节:挤出系统:不正确的螺杆与模头设计,或使用已磨损的挤出机料筒和螺杆,或料筒和螺杆的驱动设备出现故障,会造成薄膜均匀度变化。模口间隙:模头模口间隙是影响薄膜厚度均匀的主要因素。模口间隙的调整是控制薄膜横向厚度均匀的有成效的操作, 也是常用比较多的操作。现代的流延设备装置中, 为了能及时地通过调整模口间隙来控制薄膜的横向厚度均匀, 都装配有热膨胀螺栓自动调节装置。该装置基本工作原理是通过对控制模口间隙的螺栓进行加热和冷却, 运用热胀冷缩物理性质调整模口间隙。



