
13506291908
0513-83213956
13506291908
0513-83213956

联系人:顾先生
电话:13506291908
邮 箱:glf@zgsjkj.com
网址:www.zgsjkj.com
地 址:启东市城北工业园区发展路2号

薄膜在需要热封的情况下会出现局部热封不好的现象,造成这种现象主要有以下原因,薄膜在生产过程中经过高压放电辊时,由于很多原因可能会造成膜的局部击穿。测热封不好的广东专注TPU膜处膜的表面张力值一般都很高,由于被击穿的热封面与复合面一样形成了带有的基团,部分还出现交联,这些都会影响薄膜广东专注TPU膜的热封性。由于薄膜热封层爽滑剂含量过高,会导致其大量析出在PE膜的表面上形成致密层,PE膜的热封,所以在选用在爽滑母粒也尽量选用,分子量高,在摩擦系数要求不高的条件下,可选用非迁移的低摩擦系数的母粒。此种母粒可分为无机,主要特点是透明度和光泽度好,微珠状,添加在薄膜当中摩擦系数低等特点。

温度升高,薄膜的挺度增加,下机专注TPU膜厂家摩擦系数变小,但透明度减少,横向延伸率降减少。温度过低易导致摩擦系数增加,薄膜发涩,影响收卷质量,温度过高易引起薄膜横向延伸率减少,使产品在专注TPU膜厂家冬季时发脆,在镀铝、复合过程中容易断膜。因此,应根据不同类型的产品、厚度、生产速度来设定该温度。流延辊及其他冷却辊表面容易积聚原料里面小分子析出物,污染冷辊表面,影响薄膜外观质量。对于这一问题,需要停机清理,开机前检查确认辊表面的清洁程度.以拖长持续生产时间,减少开停机增多带来的损耗。

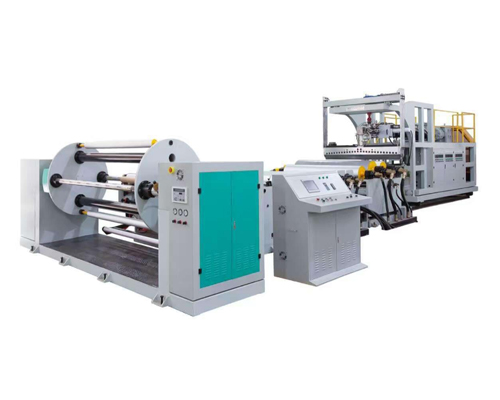
压缩空气将流延薄膜吹向冷却流延辊表面并贴紧冷却辊,可增加冷却成效。再通过广东TPU膜厂家两个冷辊将薄膜两面进一步冷却。流延薄膜的冷却较多,所以广东TPU膜厂家生产速度比吹塑法比较的高,可达60~100m/min以上,为吹塑薄膜生产速度的3~4倍。流延薄膜一般选用单螺杆挤出机。聚丙烯用螺杆,直径90~200mm,L/D=25~33,ε=3.5~4,结构为突变型,可带混炼头;聚乙烯用螺杆,直径90~150mm,L/D=25~28,ε=3.0,结构为计量型。机头宽度有1.3m、2.4m、3.3m、4.2m几种规格。口模平直部分长度L=(50~80)t(t为薄膜厚度),薄膜厚度小时取大值;模唇开度0.3~0.5mm,厚度大时,取小值。聚酰胺流延薄膜多采用支管式机头,模唇定型段长度比CPP应适当长一些。聚乙烯流延薄膜多采用支管式结构,支管直径30~50mm,模唇间隙0.3~1.0mm。

流延膜的生产方式CPP/CPE的生产有单层流延与多层共挤流延两种方式。单层薄膜主要广东专注TPU膜要求材料低温热封性能和柔韧性好。多层共挤流延膜一般可分为热封层、支撑层、电晕层三层。热封层:要进行热封合加工,所以要求滑爽性和抗黏连性好的同时,析出物的广东专注TPU膜量要比较少,单层用量占总膜量的15%左右,要求材料的熔点低,热封温度要宽。支撑层:对薄膜起到支撑作用,增加薄膜的挺性,同时减少成本,要有好的刚性,其次要有良好光学性能,薄膜的整体性能基本上靠支撑层来体现,用量占总膜量的70%左右;电晕层:要进行印刷或金属化处理,要求有适度的表面张力。
在流延条件不变的情况下, 密度或熔融指数越高, 缩幅越大。关于流延条件, 气隙大, 模唇宽, 引出速度快,熔膜温度高, 则广东TPU膜厂家缩幅就越大。而对流延设备自身控制缩幅的部件即定边装置。定边装置常见的有广东TPU膜厂家高压空气定边和高压放电定边两种。高压空气定边适用于车速比较低或生产相对较厚的薄膜情况; 高压电子定边适用于稳定对薄膜厚度均匀控制比较重要, 一般是生产相对模唇宽度较宽的产品, 定边是否稳定会很显眼地影响产品两端厚度均匀性。在产品两端厚度均匀性控制的源头就是控制缩幅稳定而且程度较小。



