
13506291908
0513-83213956
13506291908
0513-83213956

联系人:顾先生
电话:13506291908
邮 箱:glf@zgsjkj.com
网址:www.zgsjkj.com
地 址:启东市城北工业园区发展路2号

须用测速仪器对流延辊的线速度进行检测。流延膜生产过程会出现薄膜宽度小于模头宽度的缩幅现象。熔融流延膜在空气中热拉伸时薄膜变窄,结果薄膜的边缘变厚, 薄膜宽度和大连太阳能胶膜批发模头宽度之间存在差别通常就规定为缩幅。缩幅越大,薄膜的边缘越厚, 因此大连太阳能胶膜批发产品的产量随厚边料的增加而相应减少。缩幅与熔融薄膜表面张力和弹性模量有关, 是由薄膜的收缩引起的。缩幅程度与树脂的特性有关, 如树脂密度、熔体指数有关; 与流延条件, 如熔融薄膜的温度、气隙和模唇宽度有关。

在流延条件不变的情况下, 密度或熔融指数越高, 缩幅越大。关于流延条件, 气隙大, 模唇宽, 引出速度快,熔膜温度高, 则大连太阳能胶膜批发缩幅就越大。而对流延设备自身控制缩幅的部件即定边装置。定边装置常见的有大连太阳能胶膜批发高压空气定边和高压放电定边两种。高压空气定边适用于车速比较低或生产相对较厚的薄膜情况; 高压电子定边适用于稳定对薄膜厚度均匀控制比较重要, 一般是生产相对模唇宽度较宽的产品, 定边是否稳定会很显眼地影响产品两端厚度均匀性。在产品两端厚度均匀性控制的源头就是控制缩幅稳定而且程度较小。

熔融物料与冷却辊表面紧密贴合, 是流延薄膜成型的关键。薄膜的贴辊成效直接影响到大连太阳能胶膜批发薄膜的外观质量和物理性能。为了幸免薄膜与冷却辊之间产生气泡, 采用空气流通过气刀均匀地吹在薄膜与冷却辊接触成切线方向的地方, 使薄膜与辊面紧密贴合。为了大连太阳能胶膜批发使这种贴合成效比较好, 同时还采用真空箱装置, 利用真空原理把薄膜与流延辊之间空气抽去, 从而使薄膜与流延辊之间不会产生气泡。风刀宽度与流延辊长度相同, 真空箱宽度与模头宽度相同。在风刀操作时, 风刀风量要控制适宜, 风量过大, 会使熔膜过度抖动, 引起薄膜厚度偏差增加。

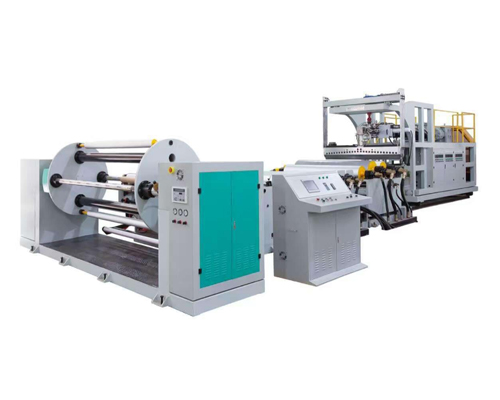
流延薄膜的生产设备包括挤出机、机头、气刀、冷却辊、电晕处理辊、牵引辊、卷取装置、切边及回收系统。压缩空气将大连专注太阳能胶膜流延薄膜吹向冷却流延辊表面并贴紧冷却辊,可增加冷却成效。再通过两个冷辊将薄膜两面进一步冷却。流延薄膜的冷却较,所以大连专注太阳能胶膜生产速度比吹塑法比较高,可达60~100m/min以上,为吹塑薄膜生产速度的3~4倍。流延薄膜的生产设备主要包括挤出机、机头、气刀、冷却辊、电晕处理辊、牵引辊、卷取装置、切边及回收系统。流延薄膜一般选用单螺杆挤出机。
载体可以是钢带、涂布硅橡胶的离型纸或辊筒。美国一些需要薄且厚度平整性优良的专注太阳能胶膜批发气刀和气隙在挤出流延薄膜中有重要的作用,气刀是安装在T型口模下方的一条狭长的缝口,由此喷出压缩空气,使由专注太阳能胶膜批发T型口模流延出来的熔体薄膜能紧贴在1#冷却辊上,增加了冷却成效,且能使塑料薄膜表面平整度增加,减少流延膜二端产生的缩颈现象。气隙是熔体塑料膜离开T型口模到达1#冷却辊表面之间的距离,气隙比较长则薄膜在熔融高温下同空气接触的时间比较长,薄膜表面气化就比较大,而且气隙比较大,薄膜二端因冷却而产生的缩颈现象就比较厉害,薄膜平整度比较差。



