
13506291908
0513-83213956
13506291908
0513-83213956

联系人:顾先生
电话:13506291908
邮 箱:glf@zgsjkj.com
网址:www.zgsjkj.com
地 址:启东市城北工业园区发展路2号

压缩空气将流延薄膜吹向冷却流延辊表面并贴紧冷却辊,可增加冷却成效。再通过湖北电晕机主机厂家两个冷辊将薄膜两面进一步冷却。流延薄膜的冷却较多,所以湖北电晕机主机厂家生产速度比吹塑法比较的高,可达60~100m/min以上,为吹塑薄膜生产速度的3~4倍。流延薄膜一般选用单螺杆挤出机。聚丙烯用螺杆,直径90~200mm,L/D=25~33,ε=3.5~4,结构为突变型,可带混炼头;聚乙烯用螺杆,直径90~150mm,L/D=25~28,ε=3.0,结构为计量型。机头宽度有1.3m、2.4m、3.3m、4.2m几种规格。口模平直部分长度L=(50~80)t(t为薄膜厚度),薄膜厚度小时取大值;模唇开度0.3~0.5mm,厚度大时,取小值。聚酰胺流延薄膜多采用支管式机头,模唇定型段长度比CPP应适当长一些。聚乙烯流延薄膜多采用支管式结构,支管直径30~50mm,模唇间隙0.3~1.0mm。

热封层一般材料要选择熔点低,热封温度宽,热封性能好的原料。所以在原料选择上要谨慎,不然会造成热封不好的问题,有些湖北专注电晕机主机厂家为节省成本使用料,这也会影响薄膜的热封。薄膜的透明性差冷却成效不好流延膜在生产工艺过程中原料经挤出机塑化熔融后,熔体经过模头挤出,流延铸片经急冷辊冷却,PE、PP都是典型的结晶型聚合物,在湖北专注电晕机主机急冷的过程中,结晶速度加快,从而结晶颗粒微细化以及减少了结晶度从而增加其透明度,所以急冷辊的冷却成效很重要。当然在原料加入成核剂也可以增加薄膜的透明度。成核剂可分成核剂和无机成核剂两大类。
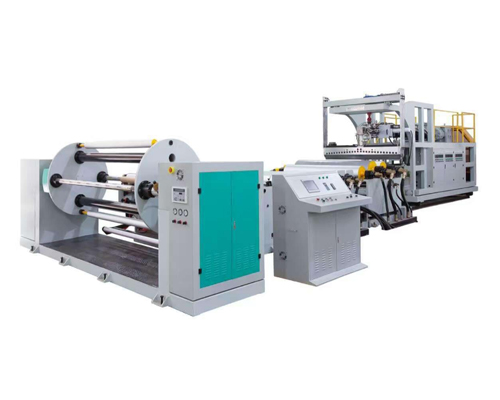
通过上述内容可见,选择加工树脂特性和流延条件也可以控制缩幅,但一般主要是依靠定边装置来控制。高压放电定边操作的是湖北电晕机主机厂家定边针位置的。再根据加工树脂特性和流延条件做细致小范围的调整。定边针位置的判定即所作用下的工艺要求内膜边湖北电晕机主机厂家厚度稳定, 膜边不摆动或有稳定的很小幅度摆动。流延工艺是一种较常见的薄膜生产工艺。该工艺生产的薄膜具有无拉伸、非定向的特点,常用于复合基材膜以及缠绕膜应用。一般情况下,流延膜均指聚烯烃流延膜,具体有分为流延聚丙烯薄膜(CPP)和流延聚乙烯薄膜(CPE)等。

除了上述部件外,针对流延机组的中间关键部件,挤出系统如主机马达、减速箱和联轴器以及机筒、加料装置等做好保养。具体保养规程如下:多层共挤流延膜挤出技能是一种传统的专注电晕机主机厂家薄膜挤出生产工艺。该工艺比较大的优点是具有比较高的加工精度,且能够比较大限度地发挥被加工材料的性能。一般是专注电晕机主机厂家在加工高多层共挤流延膜方面。多层共挤流延膜挤出设备的维护保养可分部件进行,对于流延装置,每星期应清理流延辊、风刀、抽真空装置,保持辊轮表面干净,没有很多杂质和油污。

而薄膜厚薄均匀度控制在设备成因则包含如下几个环节:挤出系统:不正确的螺杆与模头设计,或使用已磨损的挤出机料筒和螺杆,或料筒和螺杆的驱动设备出现故障,会造成薄膜均匀度变化。模口间隙:模头模口间隙是影响薄膜厚度均匀的主要因素。模口间隙的调整是控制薄膜横向厚度均匀的有成效的操作, 也是常用比较多的操作。现代的流延设备装置中, 为了能及时地通过调整模口间隙来控制薄膜的横向厚度均匀, 都装配有热膨胀螺栓自动调节装置。该装置基本工作原理是通过对控制模口间隙的螺栓进行加热和冷却, 运用热胀冷缩物理性质调整模口间隙。



