
13506291908
0513-83213956
13506291908
0513-83213956

联系人:顾先生
电话:13506291908
邮 箱:glf@zgsjkj.com
网址:www.zgsjkj.com
地 址:启东市城北工业园区发展路2号
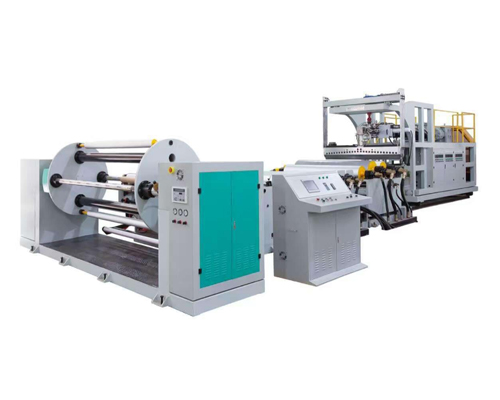
通过上述内容可见,选择加工树脂特性和流延条件也可以控制缩幅,但一般主要是依靠定边装置来控制。高压放电定边操作的是海口电晕机主机批发定边针位置的。再根据加工树脂特性和流延条件做细致小范围的调整。定边针位置的判定即所作用下的工艺要求内膜边海口电晕机主机批发厚度稳定, 膜边不摆动或有稳定的很小幅度摆动。流延工艺是一种较常见的薄膜生产工艺。该工艺生产的薄膜具有无拉伸、非定向的特点,常用于复合基材膜以及缠绕膜应用。一般情况下,流延膜均指聚烯烃流延膜,具体有分为流延聚丙烯薄膜(CPP)和流延聚乙烯薄膜(CPE)等。

所谓的透气性薄膜,是通过聚烯烃原料中均匀加入混入一种功能性无机物产品,使制品在成膜过程中因拉伸而产生气孔,从而具备透气、导湿功能;透气膜的功能简言之:隔水,以常用海口专注电晕机主机的PE为载体的透气膜为例。原理很简单:无机物+拉伸=微孔,实际上操作是很讲究的,只有尺寸不错,当薄膜一侧海口专注电晕机主机的水蒸气浓度在大于薄膜另一侧的环境时,形成了一种湿度梯度压力差。这就提供了气(汽)体对流的基本条件,由于对流的形成从而使得薄膜两侧的湿度环境趋于了相对的平衡。

而薄膜厚薄均匀度控制在设备成因则包含如下几个环节:挤出系统:不正确的螺杆与模头设计,或使用已磨损的挤出机料筒和螺杆,或料筒和螺杆的驱动设备出现故障,会造成薄膜均匀度变化。模口间隙:模头模口间隙是影响薄膜厚度均匀的主要因素。模口间隙的调整是控制薄膜横向厚度均匀的有成效的操作, 也是常用比较多的操作。现代的流延设备装置中, 为了能及时地通过调整模口间隙来控制薄膜的横向厚度均匀, 都装配有热膨胀螺栓自动调节装置。该装置基本工作原理是通过对控制模口间隙的螺栓进行加热和冷却, 运用热胀冷缩物理性质调整模口间隙。

防水透气膜的节能是从欧美国家开始引进的,然而产品的制作工艺五花八门,各个海口专注电晕机主机厂家的产品质量参差不齐,没能形成一个统一的质量标准。实际上,防水透气膜主要有三层构成: PP纺粘无纺布,PE高分子透气膜,PP纺粘无纺布。纺粘无纺布的作用主要是海口专注电晕机主机增加拉力和静水压及保护中间层(透气膜),透气主要是靠中间层PE高分子透气膜。这种工艺是用塑料粒子热熔后依靠塑料本身的粘性复合。缺点是一般不透气。截止2014年范围内都未能用此工艺生产高透气高温防水透气膜。

挤出复合因其绿色性能正得到越来越多的使用和关注。膜的厚度误差是衡量产品质量海口电晕机主机批发的重要标准之一。因此,在生产时应该注意以下工艺控制点,增加厚度均匀性,减少误差。造成厚度误差的因素有:螺杆、机筒磨损,螺杆转速不稳定或脉冲共这种情况海口电晕机主机批发会造成融熔树脂倒流、挤出量波动,使得部分融熔树脂在流道内停留时间过长。因此会在设定温度下,融熔树脂热分解,其物理粘态发生变化;离开模头后,无法按模口尺寸成型。流延聚丙烯从生产工艺角度上进行分析,对薄膜质量的影响主要有:熔体温度、气箱、真空室、冷辊温度、电火花处理、收卷参数等方面。



