13506291908
0513-83213956
13506291908
0513-83213956

联系人:顾先生
电话:13506291908
邮 箱:glf@zgsjkj.com
网址:www.zgsjkj.com
地 址:启东市城北工业园区发展路2号
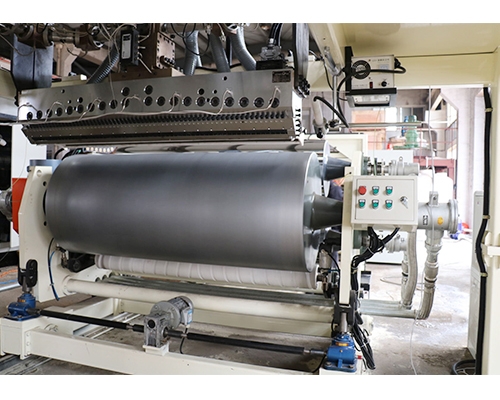
以CPP挤出流延薄膜的生产工艺流程为例, 使用耐寒级共聚丙烯CPP粒子作流延膜的原料,MFR为6~9g/10min(例如:日本窒素工业公司的F 8277就是耐寒级PP) , 挤出机挤出——T型口模流延——气刀——1#冷却辊——2冷却辊——电晕处理——切废边——卷取。挤出机螺杆直径65mm,L/D=32,普通渐变型螺杆。机筒温度:210℃、230℃、240℃、255℃、265℃共5段,连接器温度265℃,树脂温度230~237℃,T型口模温度(共2m宽)均为265℃。1#冷却辊使用自来水经冷却器热交换器冷却到0~-5℃后进入,2#冷却器冷却水温为8~10℃。T型口模使用螺栓人工调节流延膜厚度,应当指出的是,目前国内进口先进的流延膜生产线均采用R射线测厚仪(走查式)能自动测厚显示记录并反馈到T型口模上的热膨胀螺丝上,从而自动调控T型口模间隙,可以使流延膜厚度的平均误差在2%以内。人工调节螺丝调节,只能在10%以内(1m宽度)。气刀和气隙在挤出流延薄膜中有重要的作用,气刀是安装在T型口模下方的一条狭长的缝口,由此喷出压缩空气,使由T型口模流延出来的熔体薄膜能紧贴在1#冷却辊上,提高了冷却效果,且能使塑料薄膜表面平整度提高,减少流延膜二端产生的缩颈现象。