当前标签:流延膜制作
流延膜制作为你详细介绍流延膜制作的产品分类,包括流延膜制作下的所有产品的用途、型号、范围、图片、新闻及价格。同时我们还为您精选了流延膜制作分类的行业资讯、价格行情、展会信息、图片资料等,在全国地区获得用户好评,欲了解更多详细信息,请点击访问!
-
为了方便操作,清洁和维修保养模头,设置了流延部件前后移动装置,流延成型装置的前后移动采用变速传动机构,驱动架设在两铁轨上的轮轴来实现;前后移动距离由铁轨上的行程开关定位可按工艺要求确定。为了避免流延辊在前后移动与升降时,因误操作而造成与模头
-
成膜区时影响薄膜质量的关键部位,操作非常重要。必须控制好气刀位置,太阳能胶膜气刀风速和真空度,使膜帘紧贴流延冷却辊,且位置保持稳定,距冷却辊位置尽量近,否则会产生薄膜厚度不均和表面气纹等质量缺陷。气刀的风量要控制适宜,风量过小、压力不足,贴
-
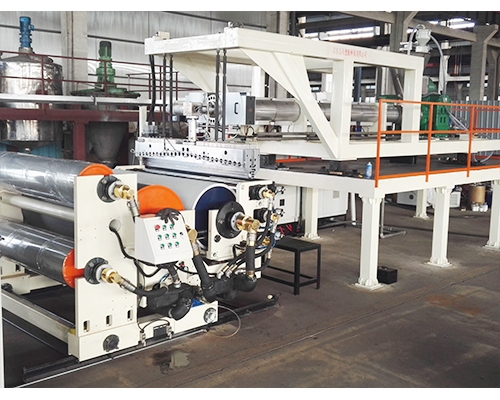
流延薄膜的生产设备包括挤出机、机头、气刀、冷却辊、电晕处理辊、牵引辊、卷取装置、切边及回收系统。本文主要介绍挤出机、机头、冷却辊三种。流延CPP薄膜生产工艺流程分为十一步树脂→挤出熔融塑化→T型机头挤出→流延→冷却辊定型→电晕处理→牵引→卷
-
流延薄膜三种主要生产设备1、挤出机流延薄膜一般选用单螺杆挤出机。聚丙烯用螺杆,直径90~200mm,L/D=25~33,e=3.5~4,结构为突变型,可带混炼头;聚乙烯用螺杆,直径90~150mm,L/D=25~28,8=3.0,结构为计量
-
熔融的塑料经过挤出后通过模头前端的缝隙流出,形成薄膜,离开模头后,熔体经过一个短的间隙,到达低温的流延辊面而急剧冷却定型。为了防止塑料熔体因热胀冷缩而产生过大的“缩颈”与卷边现象,人们在流延辊两侧设置了气刀或电子锁边装置:即用压缩空气或高压
-
一、典型塑料挤出流延成型薄膜生产工艺流程如下:测厚仪一电晕处理一摆幅一切边牵引一展平去静电一收卷二、塑料薄膜挤出流延成型生产工艺过程干燥、配料、混合、一真空料斗加料一挤出一滤网一模头一流延冷却一塑料薄膜挤出流延成型生产易于大型化、高速化和自